因(yin)爲數控車床薄壁(bì)加工比較困難,尤(yóu)其是内孔的加工(gong),由于在切削過程(cheng)中,薄壁受切削力(li)的作用,容🙇🏻易産🏃🏻♂️生(sheng)變形。從而導緻出(chū)現橢圓或中間小(xiao),兩頭大的“腰形”現(xiàn)象。另外薄壁套管(guǎn)由🌈于加工時散熱(rè)性差,極易産生熱(rè)變形,使尺寸和形(xing)位誤差。達不到圖(tú)紙要求,需解決的(de)重要問題,是如何(hé)減小切削力對工(gong)🙇♀️件變形的影響✍️。
數(shu)控車床薄壁零件(jian)的加工是車削中(zhōng)比較棘手的問題(ti),原因是薄壁零件(jiàn)剛性差,強度弱,在(zài)加工中極㊙️容易變(bian)形,使零⚽件的形位(wei)誤差增大,不易保(bǎo)證零件的加工💋質(zhì)量。可利用數控車(chē)床🔴高加工精度及(ji)高生産效率的特(tè)點,并充分地考慮(lǜ)工藝問題對零件(jian)加工質量的影🔞響(xiang),爲此對工件的裝(zhuang)夾、刀👅具幾何參數(shù)、程序的編制等方(fāng)?面進行試驗,有效(xiào)地克服薄壁零♋件(jian)加工過程中出現(xiàn)的變形,保證了加(jia)工精度,爲今後更(gèng)好的加工薄壁零(ling)件提供了好的依(yi)據及借鑒。
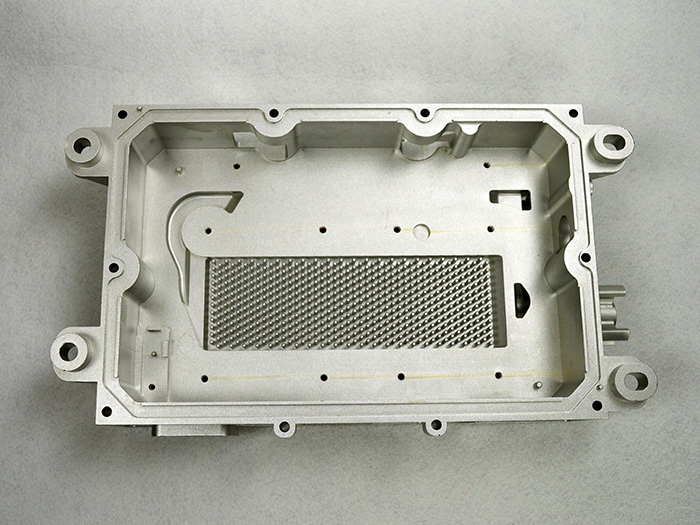
數控車(chē)床無論用什麽形(xing)式加工零件,首先(xian)都必須🔱從查看零(líng)件🔞圖開始。由圖看(kan)見該薄壁零件加(jiā)工,容📱易産生變形(xing),這裏不僅裝夾不(bu)方便,而且所要加(jiā)工的部位也那難(nán)以加工,需要設🌐計(ji)一專🆚用薄壁套管(guan)、護軸。